衢州工程机械齿轮加工
发布时间:2022-08-28 02:14:03
衢州工程机械齿轮加工
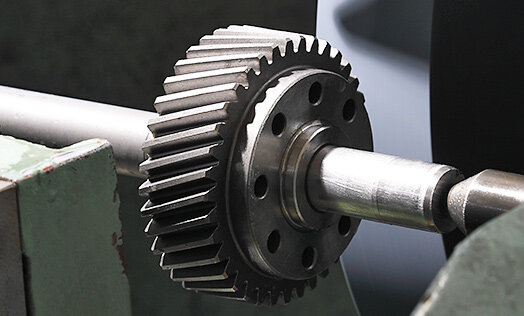
齿轮的三个加工工艺:1、锻造制坯:热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了大范围推广。这项技术适合为比较复杂的阶梯轴类制坯,它不仅精度较高、后序加工余量小,而且生产效率高。2、车削加工:为了满足高精度齿轮加工的定位要求,齿坯的加工全部采用数控车床,使用机械夹紧不重磨车刀,实现了在一次装夹下孔径、端面及外径加工同步完成,既保证了内孔与端面的垂直度要求,又保证了大批量齿坯生产的尺寸离散小。从而提高了齿坯精度,确保了后序齿轮的加工质量。另外,数控车床加工的效率还大大减少了设备数量,经济性好。3、滚、插齿:加工齿部所用设备仍大量采用普通滚齿机和插齿机,虽然调整维护方便,但生产效率较低,若完成较大产能需要多机同时生产。随着涂层技术的发展,滚刀、插刀刃磨后的再次涂镀非常方便地进行,经过涂镀的刀具能够明显地提高使用寿命,一般能提高90%以上,减少了换刀次数和刃磨时间,效益显着。
衢州工程机械齿轮加工
齿轮齿形误差是指在齿形工作部分内,包容实际齿形廓线的两理想齿形(渐开线)廓线间的法向距离。在实际加工过程中不可能获得完全正确的渐开线齿形,总是存在各种误差,从而影响传动的平稳性。齿轮的基圆是决定渐开线齿形的惟一参数,如果在滚齿加工时基圆产生误差,齿形势必也会有误差。基圆半径R=滚刀移动速度/工作台回转角速度xcosao(ao为滚刀原始齿形角),在滚齿加工过程中渐开线齿形主要靠滚刀与齿坯之间保持一定速比的分齿来保证,由此可见,齿形误差主要是滚刀齿形误差决定的,滚刀刃磨质量不好很容易出现齿形误差。同时滚刀在安装中产生的径向跳动、轴向窜动(即安装误差)也对齿形误差有影响。常见的齿形误差有不对称、齿形角误差(齿顶变肥或变厚)、产生周期误差等。

衢州工程机械齿轮加工
1、测量分度圆弦齿厚和分度圆弦齿高:其特点是测量分度圆弦齿厚时,要以齿顶圆作为测量基准,但机械精密齿轮实际工作时齿顶圆精度要求不高,故齿顶圆的设计和加工精度一般较低,影响弦齿厚的测量精度。2、测量固定弦齿厚和固定弦齿高:其特点是计算测量值时只与被测齿轮的模数和齿形角有关,而与其齿数无关,加之标准齿轮的模数和齿形角已标准化,计算十分方便。但在测量固定弦齿厚时,也要以齿顶圆作为测量基准,影响其测量精度。3、测量公法线长度:其特点是量具简单,测量方便、准确、齿顶圆的制造误差对公法线长度测量值无影响。
衢州工程机械齿轮加工
精密齿轮失效的三种情况:1、由于精密齿轮的表面磨损而失效,这种情况的发生是在长时间使用精密齿轮的过程中有硬且细的小物品进入齿轮从而摩擦表面,时间隙增大,齿轮变薄发生齿轮断裂,是使用不清洁的润滑油中掺杂细小微粒造成的磨损;2、由于齿面发生塑性变形而失效,所谓塑性变形是齿廓的曲面发生变形,这种情况一般是由于超负荷运载造成的;3、由于疲劳点蚀而失效,由于精密齿轮一直在做循环运动,且啮合点的位置又是不断改变的,所以在长时间力的作用下,齿面刀痕处就会慢慢出现小的裂痕,时间一长就会造成齿轮失效。