辽宁工程机械齿轮制造厂家
发布时间:2023-11-03 01:57:29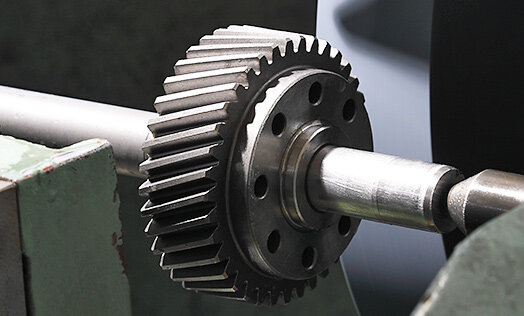
辽宁工程机械齿轮制造厂家
齿轮的三个加工工艺:1、锻造制坯:热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了大范围推广。这项技术适合为比较复杂的阶梯轴类制坯,它不仅精度较高、后序加工余量小,而且生产效率高。2、车削加工:为了满足高精度齿轮加工的定位要求,齿坯的加工全部采用数控车床,使用机械夹紧不重磨车刀,实现了在一次装夹下孔径、端面及外径加工同步完成,既保证了内孔与端面的垂直度要求,又保证了大批量齿坯生产的尺寸离散小。从而提高了齿坯精度,确保了后序齿轮的加工质量。另外,数控车床加工的效率还大大减少了设备数量,经济性好。3、滚、插齿:加工齿部所用设备仍大量采用普通滚齿机和插齿机,虽然调整维护方便,但生产效率较低,若完成较大产能需要多机同时生产。随着涂层技术的发展,滚刀、插刀刃磨后的再次涂镀非常方便地进行,经过涂镀的刀具能够明显地提高使用寿命,一般能提高90%以上,减少了换刀次数和刃磨时间,效益显着。

辽宁工程机械齿轮制造厂家
齿轮齿向的误差是在分度圆柱面上,全齿宽范围内,包容实际齿向线的两条设计齿向线的端面距离。引起齿向误差的主要原因是机床、刀架的垂直进给方向与零件轴线有偏移,或上尾座中心与工作台回转中心不一致,还有滚切斜齿轮时,差动挂轮计算误差大,差动传动链齿轮制造和调整误差太大。另外夹具和齿坯制造、安装、调整精度低也会引起齿向误差。
辽宁工程机械齿轮制造厂家
齿轮是一个非常重要的零部件,将其独立看待的作用并不明显,但是如果设备上面没有齿轮作为零部件的话也是会直接影响它的使用的,可见齿轮的市场限量以及发展状况也是不可小觑的。为了保证齿轮有良好的切合的效果,对齿轮的精度要求是非常高的,因此齿轮生产厂家在进行生产的时候会进行误差的测试。现在齿轮的整体误差测量技术已经趋向于成熟了,这其实保障了为大家提供更加可靠的齿轮产品成为了可能性。通过齿轮的整体测量技术的应用使得我们生产的齿轮在精度上具有更加明显的优势,齿轮也更加能够发挥出零部件的效果,保证设备的长时间稳定的运行。而齿轮的精度的提高,保证了齿轮在运行的时候较小的磨损,也使得齿轮的使用寿命得以增长,需要更换齿轮的频率得以减少,这对行业生产其实是有着重大的意义的。
辽宁工程机械齿轮制造厂家
1、测量分度圆弦齿厚和分度圆弦齿高:其特点是测量分度圆弦齿厚时,要以齿顶圆作为测量基准,但机械精密齿轮实际工作时齿顶圆精度要求不高,故齿顶圆的设计和加工精度一般较低,影响弦齿厚的测量精度。2、测量固定弦齿厚和固定弦齿高:其特点是计算测量值时只与被测齿轮的模数和齿形角有关,而与其齿数无关,加之标准齿轮的模数和齿形角已标准化,计算十分方便。但在测量固定弦齿厚时,也要以齿顶圆作为测量基准,影响其测量精度。3、测量公法线长度:其特点是量具简单,测量方便、准确、齿顶圆的制造误差对公法线长度测量值无影响。
辽宁工程机械齿轮制造厂家
对模数较大的齿轮,要分粗,精两次铣削,精铣的切削深度可根据粗铣后的齿厚尺寸来进行调整,切削深度调整好 后,就可以开始正式铣削。当一个齿槽铣好后,就利用万能分度头进行一次分度,再铣下一个齿槽,直至铣完全部齿。在生产中常用对中方法有两种:痕迹对中法和圆棒对中法。痕迹对中法是一种较方便的对中法,具体方法是将工作台向上运动,使齿坯接近铣刀;然后凭目测 使铣刀廓形对称线大致对准齿坯中心;再开动机床使铣刀旋转,并逐渐升高工作台,使铣刀的圆周刀刃和齿坯微微接触,同时来回移动横向工作台;这时齿坯中出现了一个椭圆形刀痕, 接着调整铣刀刀廓形对称线对准椭圆中心即可。

辽宁工程机械齿轮制造厂家
齿条主要分为直齿齿条和斜齿齿条分别与直齿轮和斜齿轮配对使用;齿轮的齿廓为直线而非渐开线,相当于分度圆半径为无穷大圆柱齿轮。主要特点是齿条齿廓为直线,因此各个点的压力角都是相同的,并且与齿廓的倾斜角也是相等的。齿条与尺顶线平行的任一条直线上都具有相同的齿距和模数。计算齿条尺寸的基准是与齿顶线平行且齿厚等于齿槽宽的直线称为分度线(中线)。斜齿轮的渐开线斜齿轮减速机,其体积是比较小的,并且重量还轻,使用的效率高,有着比较高的承载能力,进行使用的寿命比较长,进行安装的过程中方便,其中配置的电机的功率使用范围比较广,并且传动比是一种分级的方式,其非常的精细,是能够广泛的使用在各行各业中的减速设备上。