澳门圆柱齿轮厂家直销
发布时间:2023-06-19 02:04:57
澳门圆柱齿轮厂家直销
齿轮在机械行业中的作用是异常重要的,在如今人们生产生活中的很多行业中都对于机械设备有着非常广泛的应用,既然齿轮作为机械设备的主要传动装置,其发展自然也是非常迅速的,齿轮加工行业也在近些年来取得了非常大的进步。齿轮加工的时候油泵过载故障多发生在冬季这样低温气象条件下,大多是因为长期停机后齿轮箱温度过低,润滑油粘度增加导致的,在这种情况下油泵启动时负载过大而导致油泵电机过载。出现该故障后应使机组处于待机状态下逐步加热齿轮油至0°C以上,再按规程启动油泵、风机,避免强制启动风电机组,以免因润滑油粘度较大造成润滑不良,损坏齿面或轴承以及润滑系统的其它部件。
澳门圆柱齿轮厂家直销
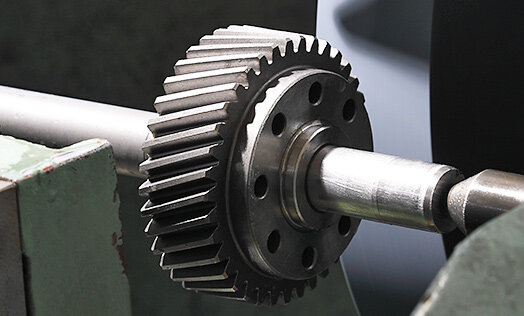
毛胚从铣床上拿下来后,工人在上面压印公司名称和零件编号,接着要打造齿轮上的齿,刨齿机刻出内圈的齿即中央洞口里的齿。用的是表面有钛金属的刨刀,机器的其它原件能让刨刀在正确的时机运转。齿的数目和大小随各个齿轮而有所不同。所以对于各款齿轮,齿轮加工厂家必须在刨齿机士装上特定的刨刀。接着继续加工齿轮外圈的齿,由计算机控制的滚齿机将它们切割出来。切割时,齿轮会贴着机器滚动。如果滚齿机一次就将齿切割到最终深度,会造成刨刀破裂。所以齿轮必须不断地旋转,让滚齿机每一轮都切得更深入,直到齿达到适当深度。
澳门圆柱齿轮厂家直销
对于高精度、高硬度的齿轮加工,包括对材料进行热处理、加工齿形和堆焊铜层,均采用两次齿形热处理和两次线切割齿形,一次热处理是为了消除齿条材料的内应力,然后进行一次线切割齿形;二次是为了使齿形达到要求的硬度,在对齿轮的两端进行堆焊铜层,经过车磨外圆后,进行二次线切割齿形,达到齿条与外圆同轴。通过这种交替进行的方法使制得的齿条既克服了热处理材料后的材料淬透性的问题,又达到了硬度的要求,保证齿形精度的同时也提高了齿形与外圆的同轴度。
澳门圆柱齿轮厂家直销
齿条主要分为直齿齿条和斜齿齿条分别与直齿轮和斜齿轮配对使用;齿轮的齿廓为直线而非渐开线,相当于分度圆半径为无穷大圆柱齿轮。主要特点是齿条齿廓为直线,因此各个点的压力角都是相同的,并且与齿廓的倾斜角也是相等的。齿条与尺顶线平行的任一条直线上都具有相同的齿距和模数。计算齿条尺寸的基准是与齿顶线平行且齿厚等于齿槽宽的直线称为分度线(中线)。斜齿轮的渐开线斜齿轮减速机,其体积是比较小的,并且重量还轻,使用的效率高,有着比较高的承载能力,进行使用的寿命比较长,进行安装的过程中方便,其中配置的电机的功率使用范围比较广,并且传动比是一种分级的方式,其非常的精细,是能够广泛的使用在各行各业中的减速设备上。
澳门圆柱齿轮厂家直销
而对于斜齿轮来说,它的使用可以看成是一组由一组薄片宜齿齿轮错位放置成的圆柱齿轮,这样每一片的接触是在齿廓的不同部位,从而产生了补偿每个薄片齿轮误差的作用。这个补偿作用由于轮齿的弹性而非常有效,因而得出这样的结果,误差在10mm以内的轮齿能够使误差起平均作用,因而在有负载情况下,能如误差1mm内的轮齿那样平稳,因为在任何瞬间,大约有一半时间将有两个齿啮合,这就在强度方面带来额外的好处。因此应力可建立在1.5倍齿宽,而不是一个齿宽的基础上。
澳门圆柱齿轮厂家直销
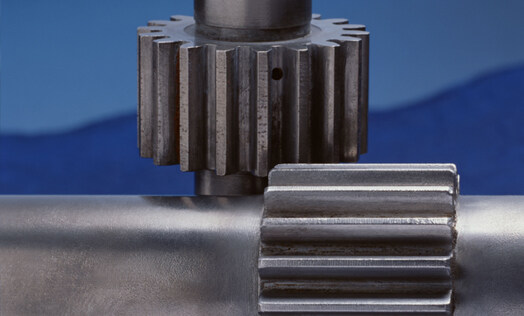
齿轮加工安装铣刀时,为增加铣刀的刚性,应该使挂架和床 身间的距离尽可能近些。铣刀装好后,检查铣刀的旋转方向和运使挂架和床身间的距离尽可 能近些。铣刀装好后,检查铣刀的旋转方向和运转情况。如果偏摆,可通过转动刀杆垫圈等 措施加以调整。铣刀的对中很重要,否则会使铣出的齿形不对称,会影响齿轮的正常运转。铣削深度应按齿厚尺寸来调整。 小模数齿轮一般可以一次就将齿形铣出,调整切削深度时,可先近妙龄于全齿高的切削深度试铣出儿条齿槽,测量一下齿厚尺寸,然后根据齿厚实际尺寸再对切削深度作相应调整,直到齿厚尺寸达到图纸要求为止。