广东圆柱齿轮加工
发布时间:2023-03-16 02:11:47
广东圆柱齿轮加工
由实践得知,在闭式齿轮传动中,通常以保证齿面接触疲劳强度为主。但对于齿面硬度很高、齿芯强度又低的齿轮(如用20、20Cr钢经渗碳后淬火的齿轮)或材质较脆的齿轮,通常则以保证齿根弯曲疲劳强度为主。如果两齿轮均为硬齿面且齿面硬度一样高时,则视具体情况而定。功率较大的传动,例如输入功率超过75kW的闭式齿轮传动,发热量大,易于导致润滑不良及轮齿胶合损伤等,为了控制温升,还应作散热能力计算。开式(半开式)齿轮传动,按理应根据保证齿面抗磨损及齿根抗折断能力两准则进行计算,但如前所述,对齿面抗磨损能力的计算方法迄今尚不够完善,故对开式(半开式)齿轮传动,仅以保证齿根弯曲疲劳强度作为设计准则。为了延长开式(半开式)齿轮传动的寿命,可视具体需要而将所求得的模数适当增大。

广东圆柱齿轮加工
齿轮在机械行业中的作用是异常重要的,在如今人们生产生活中的很多行业中都对于机械设备有着非常广泛的应用,既然齿轮作为机械设备的主要传动装置,其发展自然也是非常迅速的,齿轮加工行业也在近些年来取得了非常大的进步。齿轮加工的时候油泵过载故障多发生在冬季这样低温气象条件下,大多是因为长期停机后齿轮箱温度过低,润滑油粘度增加导致的,在这种情况下油泵启动时负载过大而导致油泵电机过载。出现该故障后应使机组处于待机状态下逐步加热齿轮油至0°C以上,再按规程启动油泵、风机,避免强制启动风电机组,以免因润滑油粘度较大造成润滑不良,损坏齿面或轴承以及润滑系统的其它部件。
广东圆柱齿轮加工
齿轮加工中常用的方法。1. 仿形法:齿轮加工中的仿形法又被叫做成形法,这种方法是将齿轮进行逐齿的不连续的切削,在精度以及生产效率上都不是很好,在现在的齿轮加工作业中已经很少使用。2. 范成法:范成法主要就是利用一对齿轮的啮合原理来进行齿轮加工的一种方法,这种方法还被称作展成法,由于通过这种方法加工出来的齿轮精度向来是比较高的,所以也是现如今的齿轮加工中主要的齿轮加工工艺。

广东圆柱齿轮加工
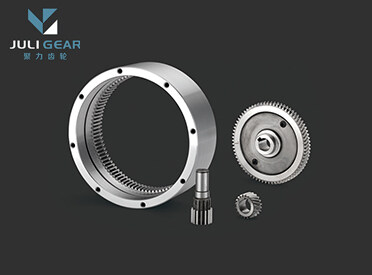
齿轮减速机使用斜齿轮的原因好简单,那就是没有什么齿轮比斜齿轮更加合适减速机了。齿轮减速机广泛使用在冶金、矿山、起重、运输、水泥、建筑、化工、纺织、印染、制药等领域,据专业标准ZBJ19004生产的外啮合渐开线斜齿圆柱齿轮减速机,在一定的工作又很多的有。对比之下,当然觉得斜齿轮较经济实惠,比较有利于用户的使用。而制造和装配一大堆薄片直齿轮是既困难又不经济,因此就制造成连成一体的,轮齿沿螺旋线方向的齿轮。但对于在振动和强度上带来方便的斜齿轮来说,既不会导致不良的轴向力,也不会给周围的环境造成什么样的噪音污染。
广东圆柱齿轮加工
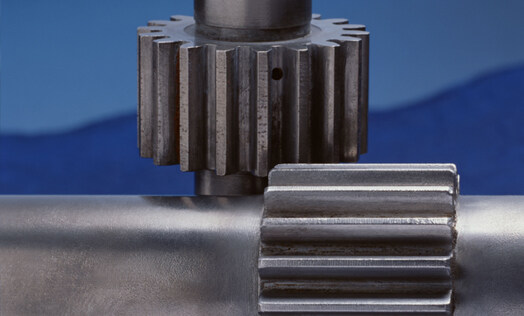
对模数较大的齿轮,要分粗,精两次铣削,精铣的切削深度可根据粗铣后的齿厚尺寸来进行调整,切削深度调整好 后,就可以开始正式铣削。当一个齿槽铣好后,就利用万能分度头进行一次分度,再铣下一个齿槽,直至铣完全部齿。在生产中常用对中方法有两种:痕迹对中法和圆棒对中法。痕迹对中法是一种较方便的对中法,具体方法是将工作台向上运动,使齿坯接近铣刀;然后凭目测 使铣刀廓形对称线大致对准齿坯中心;再开动机床使铣刀旋转,并逐渐升高工作台,使铣刀的圆周刀刃和齿坯微微接触,同时来回移动横向工作台;这时齿坯中出现了一个椭圆形刀痕, 接着调整铣刀刀廓形对称线对准椭圆中心即可。
广东圆柱齿轮加工
“模数”是指相邻两轮齿同侧齿廓间的齿距t与圆周率π的比值(m=t/π),以毫米为单位。模数是模数制轮齿的一个基本参数。模数越大,轮齿越高也越厚,如果齿?轮的齿数一定,则轮的径向尺寸也越大。模数系列标准是根据设计、制造和检验等要求制订的。对於具有非直齿的齿轮,模数有法向模数mn、端面模数ms与轴向模数mx的区别,它们都是以各自的齿距(法向齿距、端面齿距与轴向齿距)与圆周率的比值,也都以毫米为单位。