杭州工程机械齿轮哪家好
发布时间:2022-11-23 02:15:16
杭州工程机械齿轮哪家好
一把自动带锯会切下一块钢材, 厚度跟他们要制造的齿轮尺寸一样,我们叫它为齿轮毛胚。工人将毛胚固定在计算机控制的车床上,当它旋转时,装有一连串碳化物刀具的转台会跟着移动过来。一根又一根的刀具轮番上阵,把毛胚切割成特定形状。淋上冷却剂,避免车装式钻床在作业时造成过热。它在毛胚中间钻一个洞,最后一样工具在毛胚前方雕出沟槽。这最后一道去除金属的步骤减轻了齿轮的重量。现在把毛胚送进计算机控制的铣床,铣床钻出来的洞可以让润滑剂在齿轮运作时流动,这些洞也能减轻产品重量。

杭州工程机械齿轮哪家好
齿轮的结构组成。1. 轮齿:轮齿就是指齿轮的齿,也就是齿轮用来啮合的凸起部分,简称齿。齿轮上的齿对于齿轮的运转有着非常重要的作用,可以使齿轮持续的进行啮合工作。2. 齿槽:在两相齿轮之间预留下来的空间就是齿槽。3. 法面:法面一般情况下都与齿轮齿线的平面互相垂直。4. 齿顶圆:齿轮的齿顶部上的圆。5. 齿根圆:与齿顶圆相反,是槽底所在的圆。6. 基圆:形成渐开线的发生线作纯滚动的圆。7. 分度圆:在端面内用来计算几何尺寸的基准圆。
杭州工程机械齿轮哪家好
齿轮加工安装铣刀时,为增加铣刀的刚性,应该使挂架和床 身间的距离尽可能近些。铣刀装好后,检查铣刀的旋转方向和运使挂架和床身间的距离尽可 能近些。铣刀装好后,检查铣刀的旋转方向和运转情况。如果偏摆,可通过转动刀杆垫圈等 措施加以调整。铣刀的对中很重要,否则会使铣出的齿形不对称,会影响齿轮的正常运转。铣削深度应按齿厚尺寸来调整。 小模数齿轮一般可以一次就将齿形铣出,调整切削深度时,可先近妙龄于全齿高的切削深度试铣出儿条齿槽,测量一下齿厚尺寸,然后根据齿厚实际尺寸再对切削深度作相应调整,直到齿厚尺寸达到图纸要求为止。
杭州工程机械齿轮哪家好
齿轮精度准确的话,就意味着在传动的时候不会出现部件之间的贴合磨损,这样也能降低噪音出现可能。无论通过何种途径,原材料到厂后都要经过严格的化学成分检验、晶粒度测定、纯洁度评定。其目的是及时调整热处理变形,提高齿形加工中的质量。齿坯在粗加工后成精锻件,进行正火或调质处理,以达到:(1)软化钢件以便进行切削加工;(2)细化晶粒,改进组织以提高钢的机械性能;(3)为能处理作好组织上的准备。齿轮孔的尺寸的精度要求在孔的偏差值的中间差左右分布,如果超差而又在孔的设计要求范围内,分类,分别转入切齿工序。
杭州工程机械齿轮哪家好
对模数较大的齿轮,要分粗,精两次铣削,精铣的切削深度可根据粗铣后的齿厚尺寸来进行调整,切削深度调整好 后,就可以开始正式铣削。当一个齿槽铣好后,就利用万能分度头进行一次分度,再铣下一个齿槽,直至铣完全部齿。在生产中常用对中方法有两种:痕迹对中法和圆棒对中法。痕迹对中法是一种较方便的对中法,具体方法是将工作台向上运动,使齿坯接近铣刀;然后凭目测 使铣刀廓形对称线大致对准齿坯中心;再开动机床使铣刀旋转,并逐渐升高工作台,使铣刀的圆周刀刃和齿坯微微接触,同时来回移动横向工作台;这时齿坯中出现了一个椭圆形刀痕, 接着调整铣刀刀廓形对称线对准椭圆中心即可。
杭州工程机械齿轮哪家好
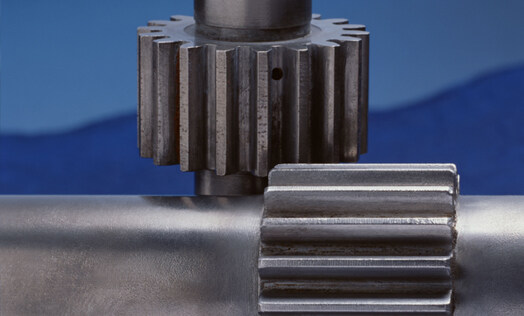
齿轮的三个加工工艺:1、锻造制坯:热模锻仍然是汽车齿轮件广泛使用的毛坯锻造工艺。近年来,楔横轧技术在轴类加工上得到了大范围推广。这项技术适合为比较复杂的阶梯轴类制坯,它不仅精度较高、后序加工余量小,而且生产效率高。2、车削加工:为了满足高精度齿轮加工的定位要求,齿坯的加工全部采用数控车床,使用机械夹紧不重磨车刀,实现了在一次装夹下孔径、端面及外径加工同步完成,既保证了内孔与端面的垂直度要求,又保证了大批量齿坯生产的尺寸离散小。从而提高了齿坯精度,确保了后序齿轮的加工质量。另外,数控车床加工的效率还大大减少了设备数量,经济性好。3、滚、插齿:加工齿部所用设备仍大量采用普通滚齿机和插齿机,虽然调整维护方便,但生产效率较低,若完成较大产能需要多机同时生产。随着涂层技术的发展,滚刀、插刀刃磨后的再次涂镀非常方便地进行,经过涂镀的刀具能够明显地提高使用寿命,一般能提高90%以上,减少了换刀次数和刃磨时间,效益显着。